
电 话:13392513613
传 真:0750-8382660
邮 箱:xyingxing@163.com
Q Q:459389502
联系人:谭工13414188627(微信号:GF188627)
地 址:广东省江门市鹤山市鹤城镇工业三区
网址:www.fannyluque.com

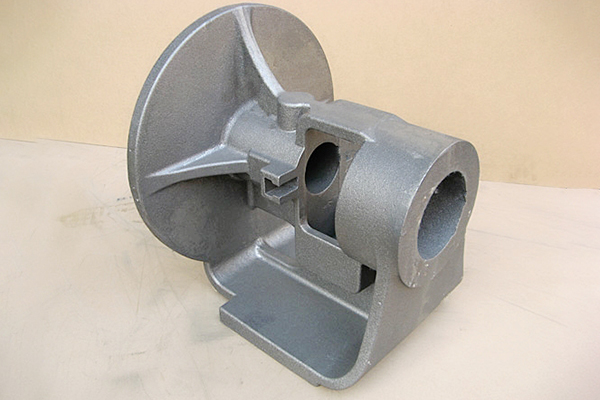
消失模铸钢件的气孔与夹渣是真空消失模铸造中常见的一种铸造缺陷,精密搬运设备零件产生气孔夹渣的原因:1、泡沫模样气化后要产生大量的气体和一定的残渣物,这是产生气孔和夹渣缺陷的主要来源。2、浇注系统或内浇道结构不合理时,容易使气体和残渣裹挟在金属液中,形成气孔和夹渣。3、厦门搬运设备零件厂家浇注温度太低,不能使气体和残渣充分排除、上浮到铸件顶部,也易产生气孔和夹渣。4、在铸件的一些死角,当涂料的透气性很低时,由于气体的反压力的作用,容易使气化气体包裹在表皮下,形成“包气”。

BET体育官方网站(中国)有限公司又称脱腊BET体育官方网站(中国)有限公司,精密搬运设备零件该工艺在铸造全过程中避免很多公差及钻孔的工艺,基本上能铸造成型,减少机加工成本。精铸造工艺是铸造领域中一项出色的工艺技术,在其运用上十分广范,不但适用多种类型、各种各样不锈钢BET体育官方网站(中国)有限公司、碳钢BET体育官方网站(中国)有限公司、合金钢BET体育官方网站(中国)有限公司,并且生产制造出的铸造件规格精度、工艺性能比别的铸造方式要高。厦门搬运设备零件这类铸造方法因为铸造全过程中并不处在高温高压情况,更适合铸造航天航空、国防安全、船舶五金、家具五金运用广范等高技术产业链的各类部件。
厦门搬运设备零件厂家介绍BET体育官方网站(中国)有限公司的基本概念,它包含熔模铸造、陶瓷型铸造、金属型铸造、压力铸造、消失模铸造。其间较为常用的是熔模铸造,也称失蜡铸造:选用适合的熔模资料(如白腊)制造熔模;在熔模上重复沾耐火涂料与撒耐火砂工序,硬化型壳及干燥;再将内部的熔模溶化掉,取得型腔;焙烧型壳以取得足够的强度,及烧掉残余的熔模资料;浇注所需求的金属资料;凝固冷却,脱壳后清砂,从而取得高精度的成品。精密搬运设备零件厂家依据产品需求或进行热处理与冷加工和表面处理。

14.厦门搬运设备零件厂家可以取消拔模斜度;15.使用的金属模具寿命可达10万次以上,降低了模具的维护费用;16.减少了粉尘、烟尘和噪音污染,大大改善了铸造工人的劳动环境,降低了劳动强度,以男工为主的行业可以变成以女工为主的行业;17.简化了工艺操作,对工人的技术熟练程度要求大大降低;18.零件的形状不受传统的铸造工艺的限制,解放了机械设计工作者,使其根据零件的使用性能,可以自由地设计最理想的铸件形状;20.精密搬运设备零件降低了生产成本。
我国BET体育官方网站(中国)有限公司产业在技术、质量及价格上,厦门精密搬运设备零件相对于东南亚及中东等国家,都占有很大的优势,出口前景非常喜人。而外资企业进入我国,其铸造的返销及出口也将成为我国铸造出口的重要组成部分。由于我国铸造生产成本大大低于国外,而随着铸造技术的逐渐完善和质量的提高,不仅可以减少铸造的进口,而且有可能逐步开拓出口?场,向国外出口更多的铸造产品。“十二五”期间,精密搬运设备零件铸造进口在短期内将继续保持持续增长的势头,铸造出口将会有很大的发展。

2、厦门搬运设备零件厂家在浇注过程中,钢液前沿和模样之间的动态间隙内存在很大的温度阶梯,间隙内热量从金属液前沿转移到模样分解,主要靠辐射完成。靠近钢液前沿处温度最高,接近钢液温度,该处碳的生成量大,所以充型过程该处钢液液面增碳所需动力学热力学条件都很充分,此时容易形成铸钢件体积增碳。精密搬运设备零件铸钢件表面增碳具有严重的不均匀性,即同一铸件的不同位置的增碳量大小和增碳层深度都有不同:由内浇道处沿充填流线增碳呈递增分布趋势;冲型末端及钢液汇流处,增碳明显高于其他部位;铸件不同壁厚其增碳量不同,厚壁处增碳大于薄壁处。






